One of the great advantages of Algrip Slip-Resistant Floor Plate is that it can be easily fabricated into finished components using common metal working tools. The superior bond strength of the Algrip slip-resistant surface allows the plate to be fabricated by:
Punching & Drilling
When the plate must be removable, Algrip is easily punched or drilled to accommodate fastening devices or bolted installation.
Welding
Both the top traction surface and the bottom bearing surfaces can be easily welded without damaging the slip-resistant walking surface.
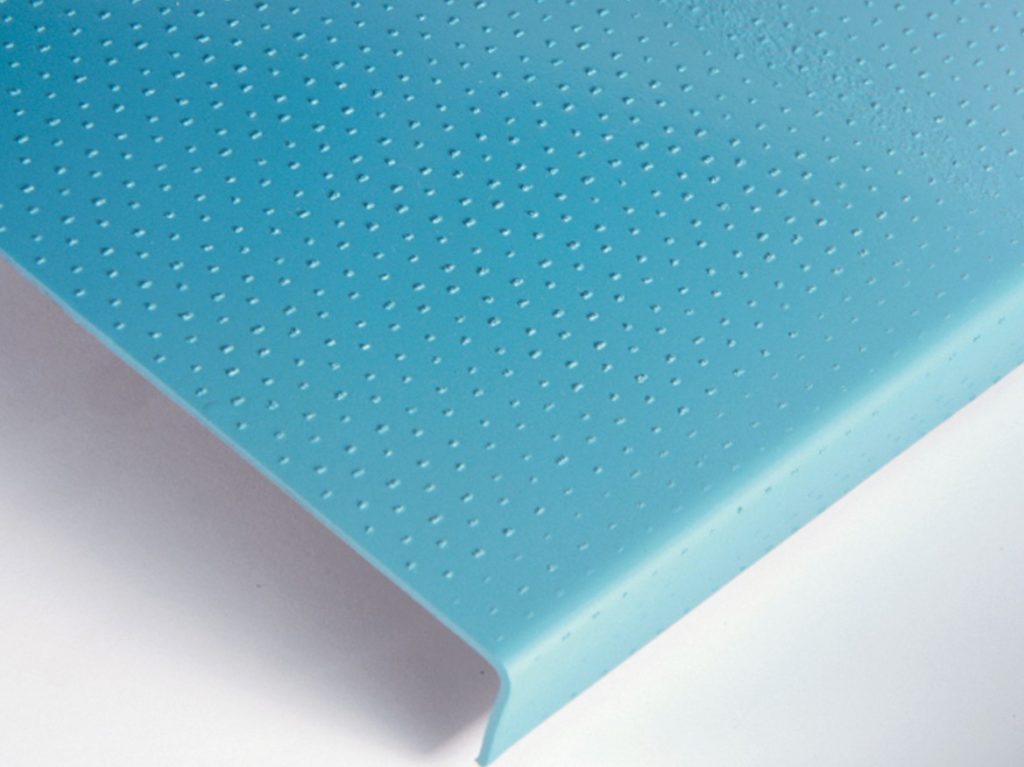
Forming
The excellent adhesion of the skid resistant deposits allow for clean forming of the plate without cracking or delaminating the traction surface.
Countersinking
Common metalworking tools can be used to countersink the Algrip substrate. Countersunk fastening eliminates potential tripping hazards created by protruding fastening devices.
Shearing
Algrip can be fabricated to size by economical mechanical shearing without cracking or damaging the safety providing traction surface.
Flame Cutting
Intricate or radial cuts are easily accomplished using oxygen-acetylene or plasma gas cutting tools.
Finishing & Maintenance
The durable base substrate of carbon steel Algrip and the inert properties of the slip-resistant custom alloy laser deposits readily accept traditional metal finishes without compromising the superior traction properties of the plate. Algrip products can easily be finished with paints or powder coating. Hot dip galvanizing can be accomplished without sandblasting or other expensive surface preparation. Aluminum and Stainless Steel products typically require no finishing after fabrication.
Maintenance concerns are limited to proper cleaning of dirt and debris from the flooring. With a combination of Algrip and proper housekeeping procedures you will continually place your employees on safe footing!
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.